What Types of Reject Systems Are Available for Checkweighers?
In modern manufacturing environments, accurate product inspection is essential for maintaining product quality, reducing waste, and meeting industry regulations. A checkweigher alone can detect underweight or overweight products, but an efficient reject system is what ensures defective items are automatically removed from the production line.
Different industries require different reject mechanisms depending on product size, weight, speed, packaging type, and production environment. Choosing the right reject system for your checkweigher can significantly improve production efficiency and quality control.
This guide explains the most common types of reject systems available for industrial checkweighers and how to select the best option for your application.
What Is a Checkweigher Reject System?
A reject system is a device integrated with a checkweigher that automatically removes products failing weight inspection from the conveyor line.
Modern reject systems are widely used with:
food packaging checkweigher systems
Pharmaceutical checkweighers
bottle checkweigher machine lines
pouch checkweigher applications
dynamic checkweigher systems
high-speed checkweigher machine production lines
An effective online checkweigher with reject system helps manufacturers ensure only qualified products continue through the packaging process.
Why Are Reject Systems Important?
Reject systems play a critical role in automated production environments.
Key Benefits Include:
Improved product quality control
Reduced manual inspection
Increased production efficiency
Prevention of underfilled or overweight products
Compliance with industry standards
Reduced product recalls and customer complaints
Modern automatic weight checking machine systems rely on fast and accurate reject devices to maintain continuous high-speed operation.

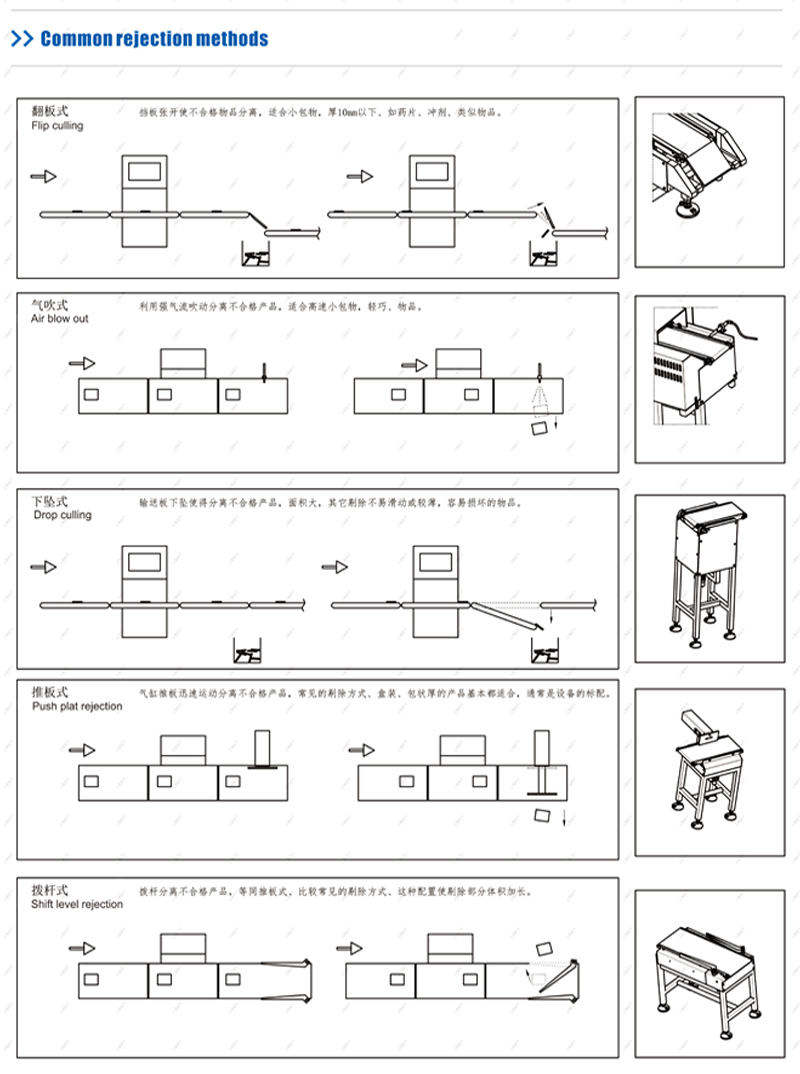
Common Types of Checkweigher Reject Systems
Different products require different reject methods. Below are the most widely used reject systems in industrial checkweigher applications.
1. Air Blowing Reject System
The air blast reject system uses compressed air to push lightweight defective products off the conveyor.
Best suited for:
Sachets
Stick packs
Lightweight pouches
Small food packages
Pharmaceutical products
This reject method is commonly used in high-speed packaging applications due to its fast response speed.
Advantages:
High-speed rejection
Compact design
Suitable for lightweight products
Low maintenance
Limitations:
Not suitable for heavy products
Requires stable air supply
2. Pusher Reject System
A pusher reject system uses a pneumatic or electric arm to push defective products sideways off the conveyor.
Suitable products:
Cartons
Bottles
Boxes
Trays
Medium-weight packaged products
This is one of the most common reject systems used in inline conveyor checkweigher applications.
Advantages:
Reliable operation
Suitable for moderate speeds
Handles a wide range of package types
Limitations:
Requires enough spacing between products
Less suitable for extremely high-speed lines

3. Drop Reject System
A drop reject system removes products by opening a flap or dropping section beneath the conveyor.
Common applications:
Flexible packaging
Snack foods
Frozen foods
Lightweight pouches
This reject system is popular in food packaging checkweigher systems where gentle handling is important.
Advantages:
Gentle product handling
Effective for unstable products
Compact structure
Limitations:
Limited for heavier products
Requires careful synchronization
4. Swing Arm Reject System
A swing arm rejector uses a rotating arm to remove defective products from the conveyor line.
Suitable for:
Bottles
Cans
Rigid containers
Beverage packaging
A swing arm rejector is commonly integrated with an online checkweigher for production line systems handling beverage and liquid products.
Advantages:
Stable rejection performance
Suitable for high-speed lines
Good for upright containers
Limitations:
Requires proper product spacing
Not ideal for extremely fragile products
5. Retracting Conveyor Reject System
This system retracts part of the conveyor to allow defective products to fall into a reject bin.
Best suited for:
Fragile products
Glass containers
Bakery products
Delicate packaged items
Retracting conveyors are often used with high precision checkweigher systems that require careful product handling.
Advantages:
Very gentle rejection
Reduces product damage
Suitable for delicate packaging
Limitations:
More complex structure
Higher equipment cost
6. Diverter Reject System
A diverter reject system redirects defective products into a separate lane or collection area.
Common applications:
Multi-lane production lines
Logistics systems
High-capacity packaging lines
This solution is frequently used in high speed dynamic checkweigher systems and automated packaging operations.
Advantages:
Continuous production flow
Suitable for high throughput
Efficient product sorting
Limitations:
Requires additional conveyor space
More complex installation
7. Push-Up Reject System
A push-up reject system lifts defective products upward from underneath the conveyor.
Suitable products:
Bottles
Cans
Heavy packaged products
This reject type is often used in bottle checkweigher machine systems where side rejection space is limited.
Advantages:
Space-saving design
Effective for rigid products
Stable rejection action
Limitations:
Less suitable for unstable packaging
Mechanical complexity
Factors to Consider When Choosing a Reject System
Selecting the right reject system depends on several important production factors.
1. Product Type
Different products require different rejection methods.
Examples:
Sachets → Air blast rejector
Bottles → Swing arm rejector
Fragile bakery products → Retracting conveyor
Heavy cartons → Pusher rejector
2. Product Weight
Lightweight products can use air rejection, while heavy products require stronger mechanical rejectors.
A dynamic checkweigher handling heavy loads may need reinforced reject systems for stable operation.
3. Production Speed
High-speed production lines require fast-response reject mechanisms.
Modern high-speed checkweigher machine systems often use servo-driven rejectors for improved accuracy and timing.
4. Product Stability
Unstable or tall products require gentle and controlled rejection to prevent tipping or damage.
5. Available Installation Space
Some reject systems require additional conveyor length or side clearance.
Compact production lines may benefit from vertical or drop-style reject systems.

Integrated Reject Verification Systems
Advanced checkweigher systems can include reject confirmation sensors to ensure defective products are successfully removed.
These systems improve production safety by:
Preventing missed rejects
Recording reject data
Improving traceability
Supporting regulatory compliance
Many modern automated inspection lines combine reject verification with a multi-level weight sorting machine for improved classification accuracy.
Industries That Commonly Use Checkweigher Reject Systems
Reject systems are widely used across many industries.
Food Industry
Snacks
Frozen foods
Meat processing
Dairy products
Pharmaceutical Industry
Tablets
Capsules
Medical packaging
Beverage Industry
Bottles
Cans
Liquid containers
Logistics and Warehousing
Shipping cartons
Parcel sorting
E-commerce packaging
Agriculture and Seafood
Fruit grading
Seafood sorting
Meat portioning
A multi-level weight sorting machine can combine weighing and reject functions to improve automated classification efficiency.
Benefits of Automated Reject Systems
Installing a modern reject system provides multiple production advantages.
Improved Quality Assurance
Automatically removes defective products before shipment.
Reduced Labor Costs
Eliminates manual inspection and sorting.
Increased Production Speed
Supports continuous automated production.
Better Regulatory Compliance
Helps meet food safety and pharmaceutical standards.
Reduced Product Waste
Prevents overfilled or underfilled products from reaching customers.
Choosing the right reject system is essential for maximizing the performance of any industrial checkweigher system.
From air blast rejectors for lightweight sachets to heavy-duty pusher systems for cartons and bottles, modern reject technologies are designed to support a wide range of products and production environments.
Whether you operate a food packaging checkweigher, a pouch checkweigher, or a high speed dynamic checkweigher, selecting the proper reject mechanism helps improve product quality, production efficiency, and operational reliability.
SGWEIGH is an experienced checkweigher manufacturer who can help you find the best rejection system for your specific production needs. Feel free to contact us.